Производственно-техническая группа роста и обработки технических кристаллов (586)

Заведующий группой
Сафонова Ольга Евгеньевна
Контакты
Сафонова О.Е. 8 913 905 85 29, Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.; Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Кадровый состав группы
Состав группы насчитывает 10 сотрудников, среди которых заведующий группы, два технолога, четыре инженера и пять лаборантов.

Основными направлениями работы производственно-технической группы являются контроль качества выращенных кристаллов бета-бората бария (ВВО- BaB2O4) и трибората лития (LBO- LiB3O5), изготовление нелинейно-оптических элементов для преобразования частоты лазерного излучения.
Кристаллы ВВО и LBO являются нелинейными оптическими материалами с набором уникальных свойств: широкой полосой пропускания, широким диапазоном углов фазового синхронизма; высоким коэффициентом нелинейности; высоким порогом разрушения; широким диапазоном рабочих температур, высокой оптической однородностью.
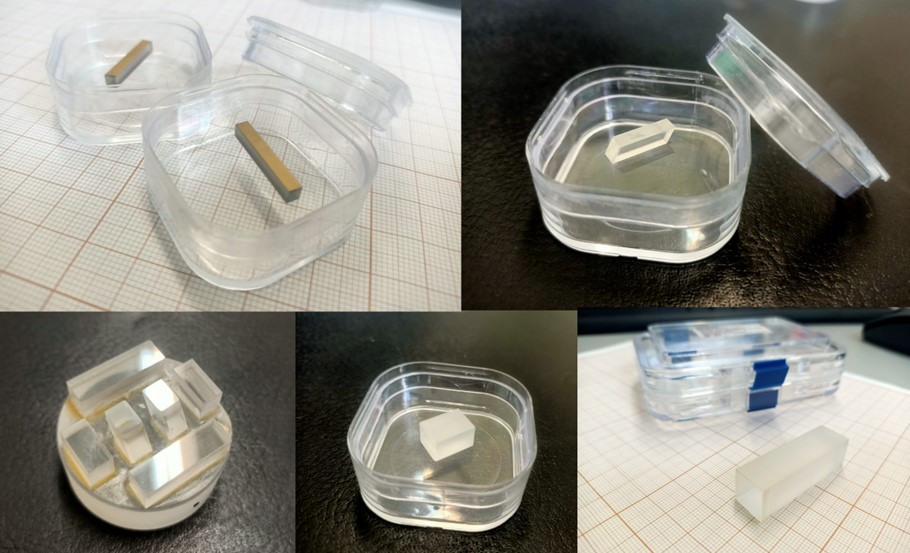
Изготовление нелинейно-оптических элементов осуществляется на основании согласованных с Заказчиками спецификаций.
Нелинейно-оптические элементы, производимые нашей группой, являются высококачественными готовыми изделиями для промышленных, научных и медицинских лазеров и соответствуют мировым стандартам качества.
Технологический процесс контроля качества выращенных кристаллов включает следующие основные стадии:
- предварительная разделка буль: базирование основных оптических плоскостей на рентгеногониометре;
- распиловка були на пластины, перпендикулярные оптическим осям X или Y, в зависимости от типа фазового синхронизма, шлифовка и полировка под контроль качества вырезанных пластин;
-оптический контроль качества: наличие газообразных и твердофазных включений, трещин, блоков и малоугловых границ; интенсивность рассеивания лазерного луча.
Технологический процесс изготовления нелинейно-оптических элементов включает следующие основные стадии:
- раскрой пластин под определенным углом синхронизма относительно оптической оси с учетом информации о дефектности в объеме пластины;
- изготовление заготовок оптических элементов, сборка блоков и финишная полировка оптических элементов;
-нанесение защитных и просветляющих покрытий.
При изготовлении нелинейно-оптических элементов осуществляется строгий контроль параметров оптического качества материала и технических характеристик, указанных в спецификации Заказчика.
Весь цикл изготовления элементов, начиная с раскроя були до приемки готового оптического элемента происходит под контролем и руководством технолога.
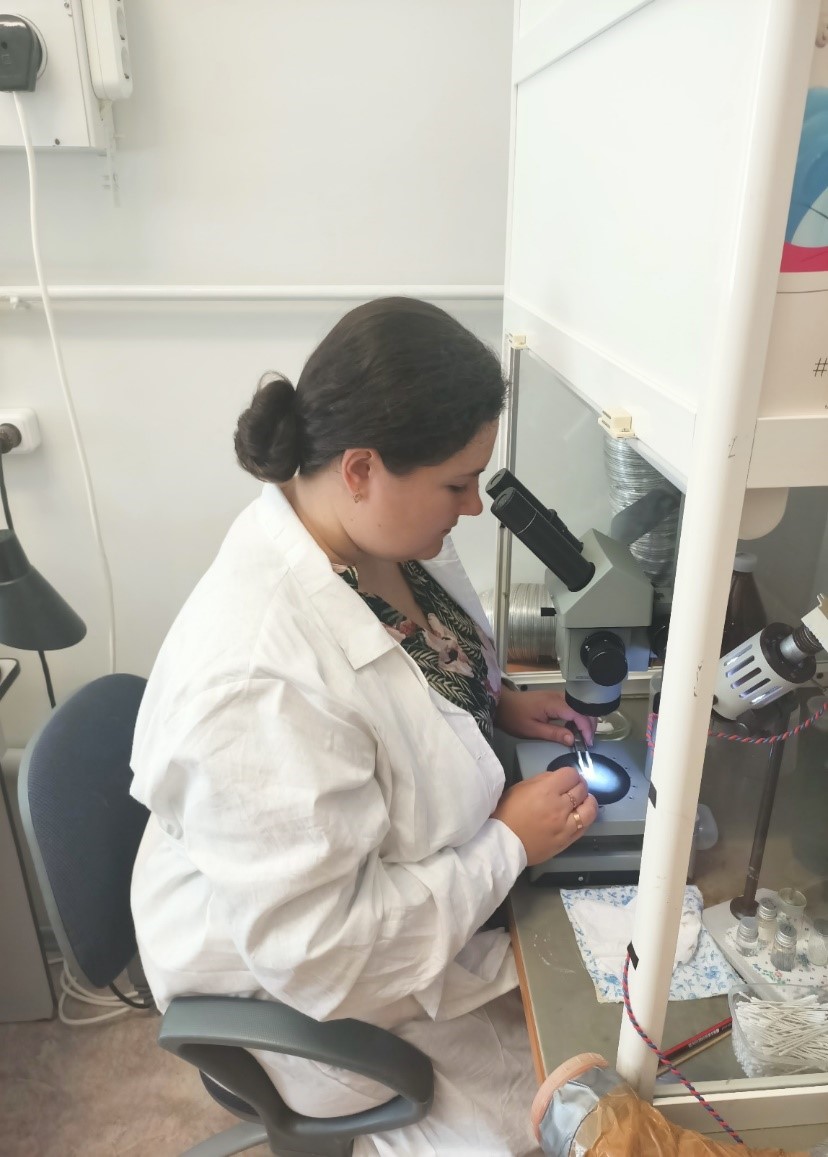
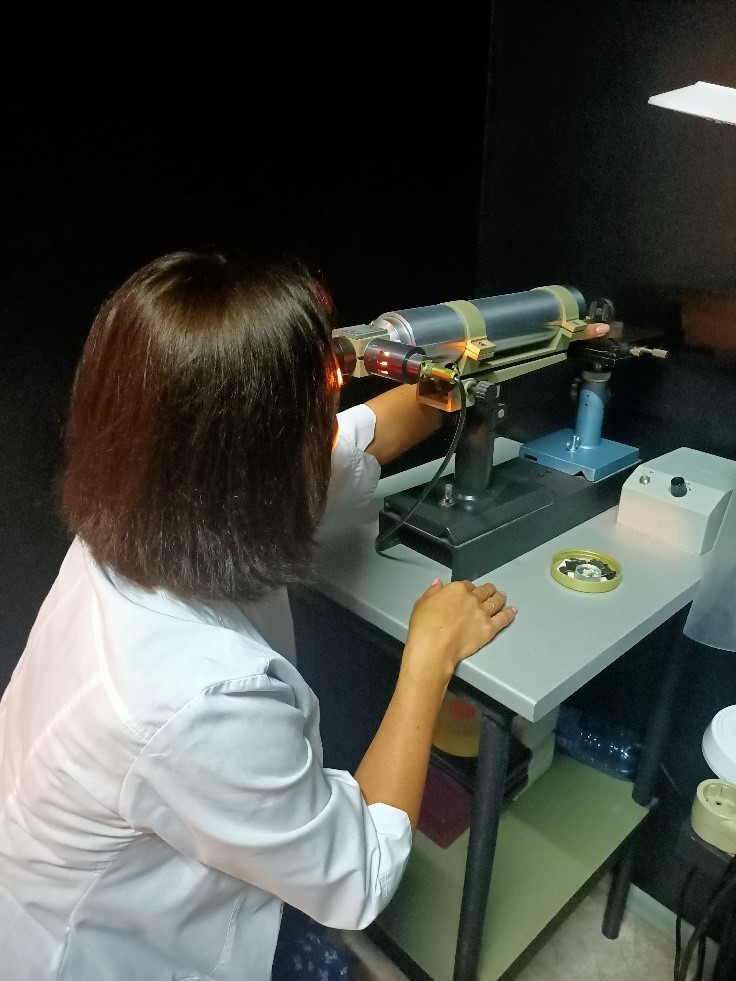
Контроль качества полированных поверхностей с помощью микроскопа; анализ качества кристаллов на лазерной установке – материал проверяется на наличие малоугловых границ, определяется степень рассеяния материала.
 |
 |
Подготовка пластин к раскрою в соответствии с заданными параметрами (тип, угол, размеры) с необходимой точностью ориентировки.
 |
 |
На фото слева технолог Гореявчева А.А., на фото справа технолог Пичкурова М.Н.
На фото слева представлены штрипсовые станки для резки кристаллов по заданным параметрам. На фоне струнного станка на фото справа Юровская Н.Н., данный станок используется для распиловки крупных монокристаллических буль LBO весом более 1кг.
 |
 |
Изготовление заготовок оптических элементов производится на шлифовальных станках, проверка точности шлифовки осуществляется с помощью угломера и измерительной головки. Для чистовой полировки нелинейно-оптических элементов смолой склеиваются блоки, состоящие из элемента в центре и вспомогательных кристаллов по краям.
 |
 |
Кургузова М.В. проверяет перпендикулярность на заготовке и Козляткина В.Е. шлифует булю LBO.
 |
 |
На фото Денисова Ю.В. за обдирочным станком. Сергеева И.Р. склеивает блок.
Финишная полировка на чистоту является очень сложным, тонким и трудоемким технологическим процессом, требующим высокого профессионализма. На фото снизу показан процесс полировки Шевердиной М.В. блока из кристалла ВВО.
 |
 |
Для контроля качества полируемой поверхности используется интерферометр (на фото слева оптик Плюхина О.В.), проверка параллельности полируемых поверхностей производится с помощью гониометра (фото справа).
 |
 |
Характеристики качества оптической поверхности, выполняемые при чистовой полировке, отображены в таблице.
|
Качество оптической поверхности,(scratch/dig) |
10/5 |
|
Плоскостность (при λ@633нм)
|
λ/10 |
|
Параллельность, угл. сек. |
Не хуже 20-30″ |
|
Перпендикулярность, угл. мин. |
Не хуже 10-15′ |
Нанесение защитных и просветляющих покрытий на нелинейные оптические элементы производится в дружественных институтах – Институте физики полупроводников им. А.В. Ржанова СО РАН и Институте лазерной физики СО РАН.